





Spiral corrugated pipe
- خانه
- Spiral corrugated pipe
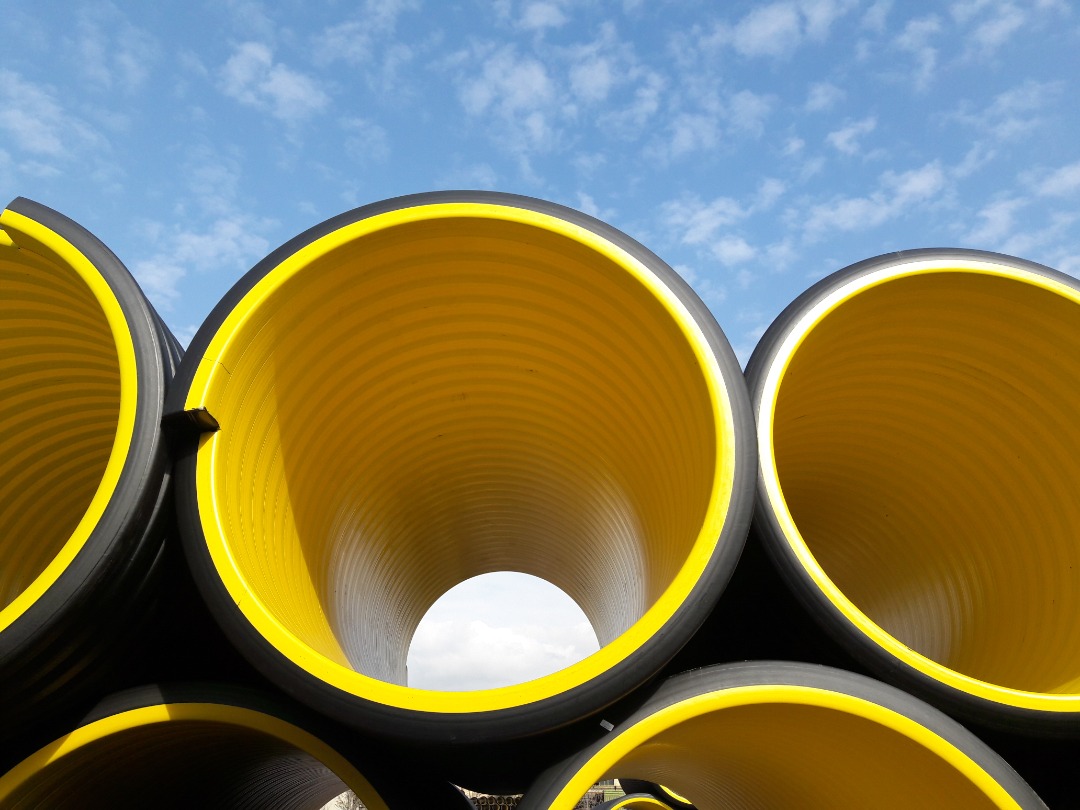









Spiral corrugated pipe
Spiral pipe is one of the production methods of steel pipe. In fact, this pipe is made of steel and has a special shape of steel pipes. Spiral pipes are supplied in a spiral shape and are produced in different thicknesses. Spiral pipes are rolled and come in sizes from 5 to 120 inches.
Features of spiral corrugated pipe
Spiral pipe is most used in oil and gas industry. These steel pipes are produced with a high degree of flexibility and are a good option for use in various industries. Its special features such as uniformity of dimensions, good mobility, high flexibility, excellent strength and شناس are known. The use of spiral pipes is cost-effective in every way. Therefore, it is recommended for use in various industries. Today, spiral pipes are widely used in the oil and gas industry. Therefore, it is very important to obtain information and research on its performance. In fact, by recognizing the advantages and disadvantages of spiral pipes, one can have convincing and reasonable expectations from spiral pipes.
Background of spiral pipes
The history of spiral pipes can provide us with sufficient and comprehensive information about the manufacture and production of spiral pipes. Quality spiral steel pipe was produced in the mid-1960s. Before 1960, we also saw spiral products, but these pipes were not of the desired quality. The increase in quality production of spiral steel pipe coincided with the increase in pipe production in the world. The oil and gas industry needs transmission pipes to carry out processes and transfer materials. Today, in many parts of the world, spiral pipes are used to transport oil and gas. The development of spiral pipes in the oil and gas industry shows that these pipes are equal in strength to direct welded seam pipes and can be a good option for replacement. In the production of spiral, much attention has been paid to its quality. In fact, these pipes are produced according to international standards.
The advantage of using a spiral tube
Spiral pipes have high mechanical and motor properties. Therefore, they are a good option for use in the oil and gas industry. The spiral tube is produced with the same dimensions and has a good uniformity. Pipe uniformity is an important parameter in the oil and gas industry. They are affordable options and can save money. Sometimes we may need to bend during installation. Spiral pipe has the ability to bend and can meet the needs of industries. Spiral pipes for production and construction are affected by various factors such as welding and rolling of sheets, and this increases their resistance to various conditions and stresses. These pipes have good resistance and strength against breakage and cracking. The production and manufacturing process of the spiral is done by maintaining the flexibility of the pipe. In fact, pipes of different diameters can be produced from a sheet of fixed width. Sheets of different widths can also be used to produce pipes of the same diameter.
Production methods of spiral corrugated pipe
Different methods are used to produce spiral steel pipes. In this method, the steel plates are placed between several rollers. Placing between several rollers creates the necessary curvature in the plates. Then the final seam of the spiral steel pipe is welded. Pyramid rolling or roller bending can be practical methods for making spiral pipes. The O&U method is used to produce spiral steel pipe. The steel plates used to make the spiral are U-shaped and then appear O-shaped in the production process. The C&O method is very similar to the U&O method. The only difference between the two is that in the C&O method, more bending is done on the screen. In the spiral forming method, the steel sheet encloses a screw like a thread and eventually forms a tube. Welding is used to fill and connect the edges of the sheet. In the process of making direct welded seam pipes, a machine is used to produce the pipe. In this way, the metal sheet is transferred to the machine to become a pipe. The angle between the pipe and the axes of the tape is used to make spiral welded pipes or spiral pipes. The angle formed between the axes of the strip and the tube is called the forming or inlet angle. In method C2, welding between two halves of the pipe is considered. These semi-tubes are initially produced in a C shape. This is why this method is called the C2 method.
Welding of spiral pipes
Submerged arc method is used for spiral pipe welding. Submerged arc welding has principles and rules. These principles and rules were first considered in 1892. The principles of submerged arc welding were laid by Slavianov. The arc welding method is performed under a layer with the intervention of granular smelters. Sub-powder arc welding machine and sub-layered arc welding method were invented in 1927. In the sub-powder arc welding process, the method of hiding the welding with special powder or flux coating is used. This prevents oxygen from entering the arc and oxidizing the weld. Welding is done to make and produce a spiral steel pipe on both sides of the steel pipe (inside and outside the pipe). In general, the points that are welded in the spiral tube are about 180 degrees apart in terms of location. By performing sub-powder arc welding, we see significant residues that are obtained from welding on the pipe. Submerged arc welding shows significant residues even after hydrotest and cold operation. The results of research show that the welding residues in the spiral tube after hydrotest operation also changed by 40 to 80%.
Important rules
Spiral corrugated pipe needs to follow certain standards to form. Today, the rules and regulations of the American API are followed to produce pipes in the world.
api Spec 51X is one of the rules set for the production of spirals. This rule applies to X42 to X70 seamless steel pipes and straight welded pipes.
API Spec 5LU is considered for U100 and U80 steel seamless pipes and seamless pipes.
API Spec 5LS is used for X70, A, X42 and B steel spiral welded seam pipes.
API Spec 5L is used for seamless steel pipes A and B and for direct welded seam pipes.
German law
German quality control laws are very important in the production and manufacture of spiral pipes. Therefore, in addition to API standards, standards such as JIS, AFNOR, BS and… are used. Most of the standards set for the production of spiral pipes in Germany are used and observed. The standards used in German companies include the following.
- DIN 1626 & 1628 is considered for the manufacture and production of heat pipes.
- DIN 17172 & 2470 are considered for the production and construction of oil and gas transmission pipelines.
- DIN 17120 is important in the production of building pipes.
- DIN 1626 & 2460 define the standard limit for water transmission pipelines.
- API RP 5L2 is important for the standard production of epoxy resin liner.
- DIN 30670 is considered for the manufacture and production of standard polyethylene coatings.
Request product advice
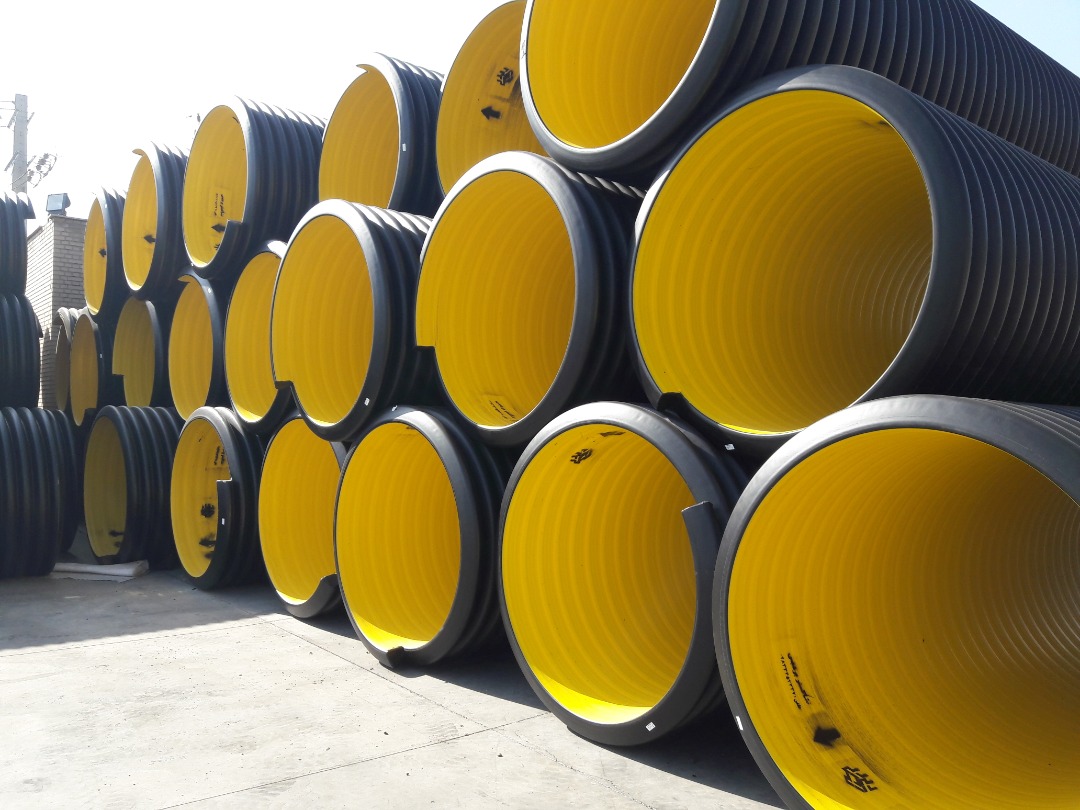
For the production of welded pipes, two common styles of spiral welded pipes and direct welded pipes are used. The technology of production and manufacture of spiral welding pipes is constantly evolving, and this has led to the production of thick spiral pipes with optimal economy. Expanding research could lead to the discovery of new methods of producing spiral corrugated pipes. Welded spiral pipe was first produced in 1877. Old spiral tubes are between 500 and 3,000 mm in diameter and about 9 to 25 mm thick. The longitudinal dimensions of the spiral tube are between 8 and 50 inches. Spiral corrugated pipe is used in various facilities and industries such as oil and gas industry, construction of columns, bridges, water pipes, construction pipes and..
How to produce spiral corrugated pipe
To produce a spiral tube, they first open the coil. Then the operation of smoothing the coil and corrugating the sheet is performed. In the next step, the beginning and the end of the coil are connected and the edges of the sheet are also corrected. Now you need the necessary operations to change the shape of the sheet. Automatic internal welding and submerged arc welding are methods of forming spiral pipes. Plasma method with definite length, longitudinal section, slag powder and flux cleaning, oxyacetylene method, visual inspection of weld seam, ultrasonic test, weld inspection by fluorescence method, hydrotest test, chamfer of head and end of pipe during welding, weld radiography and It is one of the measures that is considered for the production of spiral pipes. The spiral tube goes through the last stage of forming in the forming machine and becomes its final shape. For optimal welding quality, after forming the plate, the edges of the sheet are welded with the help of single welding. Then the desired length for the pipe is cut and the production process is completed by submerged arc welding. This production method is called two-stage production method. Spiral pipes are produced at a lower cost than direct welded seam pipes. The low cost of spiral pipe is quite obvious. Wide sheets are used as a raw material for the production and manufacture of direct welded seam pipes. These sheets are supplied in a width that provides the minimum environment for the pipe and a length of about 12 meters.
Comparison of direct weld seam pipe and spiral corrugated pipe
Direct welded seam pipe does not have a continuous production process and costs a lot to produce. The properties of direct welded seam pipe sheets are less than those of conventionally produced sheets. The production of rolled sheets comes in the form of coils and has a smaller width. This sheet rolling is called the saddle after the sheet strip. Spiral pipe can be produced in any length and size. In fact, there is no limit to the size of the spiral. We need raw material for spiral steel pipes. Sheet tape is used to supply the raw material. In fact, cheaper but better quality sheets are used to produce spiral pipes. The production process in the manufacture of spiral pipes is done in an interconnected way, and this reduces the cost of production. To produce a spiral pipe, you do not need to use very large and heavy equipment such as huge cold expansion machines and large presses. However, spiral pipes can be produced with a wider thickness and diameter. In addition, there is no restriction for choosing the width of the raw sheet of spiral pipe. The final diameter of the pipe is affected by the width of the raw sheet and the final diameter of the inlet angle. Spiral pipe has more toughness and this has made spiral pipes better resistant to failure. Crack and fracture growth is less common in spiral tubes. This provides a wide range of applications for spiral pipes in various industries.